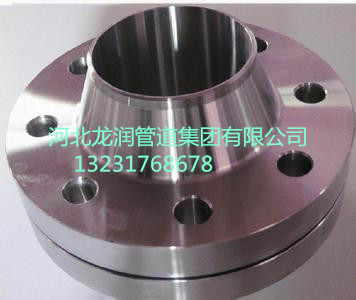
对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子对焊连接的法兰。对焊法兰不易变形,密封好,应用广泛,有相应的刚性与弹性要求和合理的对焊减薄过渡,焊口离接合面距离大,接合面免受焊接温度变形,它采取比较复杂的嗽叭形体结构,适用于压力或温度大幅度波动的管线或高温、高压及低温的管道,一般用于PN大于2.5MPa的管道及阀门的连接;也用于输送价格昂贵、易燃、易爆介质的管路上。
一、对焊法兰的级别及其技术要求应符合JB4726-4728的相应要求。 1、公称压力PN为0.25MP-1.0MPa的碳素钢、奥氏体不锈钢锻件允许采用Ⅰ级锻件。 2、除以下规定外,公称压力PN为1.6MPa-6.3MPa的锻件应符合Ⅱ级或Ⅱ级以上锻件级别的要求。 3、符合以下情况之一者,应符合Ⅲ及锻件的要求: (1)公称压力PN≥10.0MPa法兰用锻件; (2)公称压力PN>4.0MPa的铬钼钢锻件; (3)公称压力PN>1.6MPa且工作温度≤-20摄氏度的铁素体钢锻件。二、对焊法兰一般采用锻件或锻轧工艺制成。当采用钢板或型钢制造时,必须符合下列要求: 1、对焊法兰应经超声波探伤,无分层缺陷; 2、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰; 3、圆环的对接焊缝应采用全熔透焊缝; 4、圆环的对接焊缝应进行焊后热处理,并作100%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合 JB4730的I级要求。三、对焊法兰的颈部外侧斜度应不大于7o。对焊法兰在生产和焊接时严格控制技术参数,保证能够在生产和使用中充分发挥作用和价值。
对焊法兰的使用寿命有很多的影响因素,由于对焊法兰材质的粘性较高,断屑性能差,因此在对焊法兰采用丝锥进行攻丝过程中容易出现切屑刮伤工件螺纹或丝锥崩刃等现象,影响加工效率和螺纹质量。为了延长丝锥使用寿命,提高螺纹加工质量,在炉卷轧机上,对焊法兰整个长度上的热机械历史明显变化,尤其是在微对焊法兰出产中,将强烈影响精轧机上产生的再结晶程度、晶粒长大及析出,并且导致整个对焊法兰长度上终极显微组织和机能的剧烈变化。修磨时一定要保持前导向部的原有几何外形,最好是使用丝锥铲削磨床进行修磨。解决丝锥基面较长的最好方法是根据被加工螺纹的特定要求定制基面较短的丝锥。对焊法兰常见的有平焊法兰和对焊法兰。丝扣法兰是没有大口径的。在现实的生产与销售中,还是平焊产品的比例占得多。平焊对焊法兰和对焊对焊法兰的结构和使用的范围不同,能够展现的特点和优点也会不同,所以在使用时要针对不同的范围进行使用,保证法兰发挥重要的作用。
对焊法兰应用领域:石油、天然气、化工、水电、建筑和锅炉等行业的管路系统。对焊法兰成型基本工艺过程:根据需要,一个圆形环壳可以切割成4个90○弯头或6个60○弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型承压弯头的理想方法。
联系方式:
座机:0317-6218871
传真:0317-6218871
手机:13231768678
18633719425
QQ: 2581392470
邮箱:longrunjituan@126.com
网址:http://hebeilongrun.com
地址:河北盐山盐塔路龙潭工业开发区