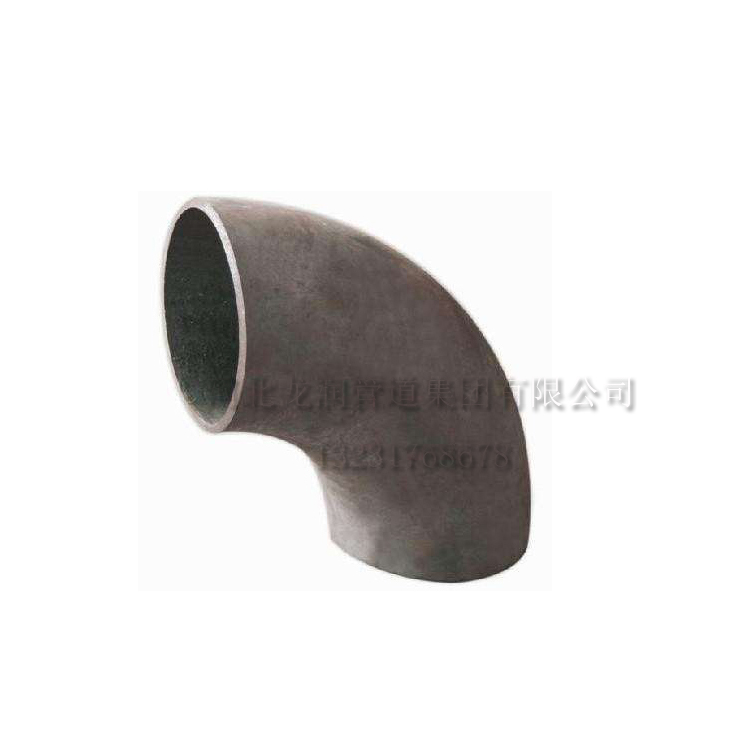
对焊弯头厂家的焊接注意事项:
(1)、对焊弯头焊接时,受到重复加热析出碳化物,降低侵蚀性和力学性能。为防止因为加热而发生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
(2)、对焊弯头焊后硬化性较大,简单发生裂纹。若选用同类型的不锈钢冲压弯头焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢冲压弯头焊条。
(3)、焊条使用时应保持枯燥,钛钙型应经150℃枯燥1小时,低氢型应经200-250℃枯燥1小时(不能屡次重复烘干,不然药皮简单开裂脱落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。选用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
(4)、对焊弯头,为改进蚀性能及焊接性而恰当增加适量稳定性元素Ti、Nb、Mo等,焊。
联系方式:
座机:0317-6218871
传真:0317-6218871
手机:13231768678
18633719425
QQ:1024540466
网址:http://longrunguandao.com
地址:河北盐山盐塔路龙潭工业开发区